 +86-15258772971
+86-15258772971
 dinys009@163.com
dinys009@163.com
 English
English 한국어
한국어 Español
Español عربى
عربى








 Co., Ltd.")
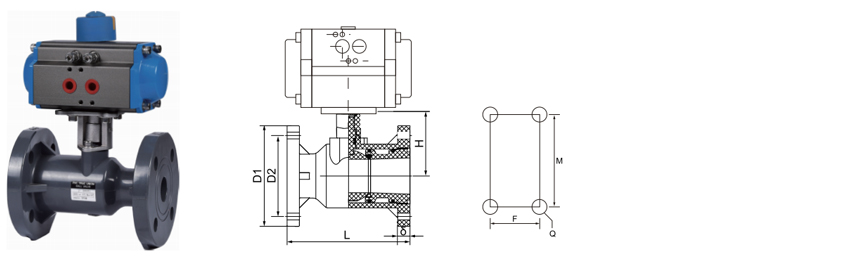
ZHEYI Group is China SCH8O/DIN UPVC/CPVC Pneumatic Flange Ball Valve For Food Industry/Automotive/Electronic Suppliers and Custom SCH8O/DIN UPVC/CPVC Pneumatic Flange Ball Valve For Food Industry/Automotive/Electronic Factory. We were founded in 2007, specializing in R&D, manufacturing, selling, and service of industrial pipelines of CPVC, and UPVC. It has obtained a Production License of Special Equipment, Zhejiang Province water-related products sanitary license approval document, IS09001 quality management system certificate, IS014001 environmental management system certificate, IS045001 occupational health and safety management system certificate and other certificates. It also holds more than 50 independent intellectual property rights and self-management import and export power. To provide diversified products and better service, the company has introduced advanced technology, tooling equipment, and unique raw materials and management systems from Germany and America. Over the years, our products are widely used in the chemical industry, metallurgy, photovoltaic, nuclear power, lithium, electronic semiconductor, food, medicine, automotive, industrial water treatment and other industries in acid and alkali liquid, ultra-pure water, drinking water, electronic grade water, industrial wastewater pipeline transportation. Currently, ZHEYI Group has set up over 30 sales companies nationwide. Categories of products are exported to Europe, America, Southeast Asia and other countries and regions. Our products are welcomed by customers in domestic and international markets.

Piping failures in chemical and high-temperature systems rarely come from bad luck; they come from a pipe grade that was never matched to the actual operating conditions. SCH 80 CPVC pipe is specified across industrial ...
READ MORE

